
Concept for mass production of automotive parts using Plasma Metal Deposition
In automotive industry additive manufacturing (AM) is typically used where the costs-per-part are less relevant as prototyping or high-performance parts.
Plasma Metal Deposition (PMD) enables the production of large parts (i.e. >1m). It can be considered as a cost-efficient method due to the high deposition rate, scalability and low investment costs. This study presents a concept for mass production (>10,000 parts/year) of additively manufactured gearbox brackets to show the potential of PMD.
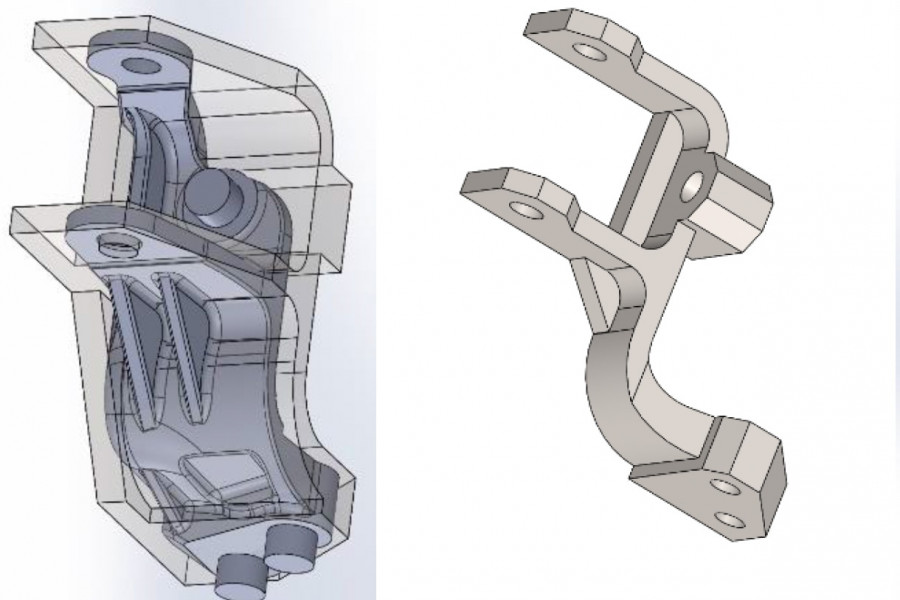
To optimise the production efficiency various concepts are assessed such as hybrid components, where the baseplate is used as an integral part of the bracket. To minimise secondary processing only functional surfaces are machined.
PMD uses a high density plasma arc as heat source to melt the base material and filler metal. By injecting powder into the focus of the plasma and by moving the torch on certain paths during the process, the three dimensional, near-net shape component is created. Various processing parameters are studied. To evaluate the quality of the deposited material and the process, high-cycle-fatigue testing is performed.
In a batch process, where many parts are produced at the same time this becomes unfunctional - a 2.5D process is preferred. From the originally casted gear box bracket the design space is defined in a first step . Finally, the design of the brackets for PMD is derived and evaluated by using topological optimisation with respect to the restrictions of the PMD process. The goal of the simulations is to reduce mass by simultaneously maintain structural integrity of the part. Thereby, the volume is defined as design variable and the strain energy as objective function. The FEM-Analysis results showed, that the mass can be reduced by 1/3 compared with the casted design while having a similar stiffness. To compare the original bracket design with the PMD design, the maximum displacement is scaled with the mass of the brackets, as can be seen in the Table below.
The brackets are arranged on a base plate. For this use case a batch of 9 brackets is produced simultaneously, but with the existing PMD machine with a building platform of 2mx1.5m a batch size of >160 is possible if a larger argon box would be implemented
| Bracket casting | Bracket PMD | |
| Max. displacement [mm] | 0,12 | 0,15 |
| Volume [mm³] | 194199 | 127828 |
| Mass [g] | 1505 | 997 |
| Factor_max [mm*g] | 173 | 153 |
Table: Results of FEM design optimisation


To extract the bracket water jet cutting is used, since this efficient process allows to extract all parts of one batch in one manufacturing step. The base plate is then integrated in the part.
Efficiency and mass production
To fully access the idea of mass production with PMD, it would be necessary to capture all relevant influencing factors regarding the costs for both traditional mass production as well as the PMD process. Nevertheless, it is possible to estimate some factors as shown below.
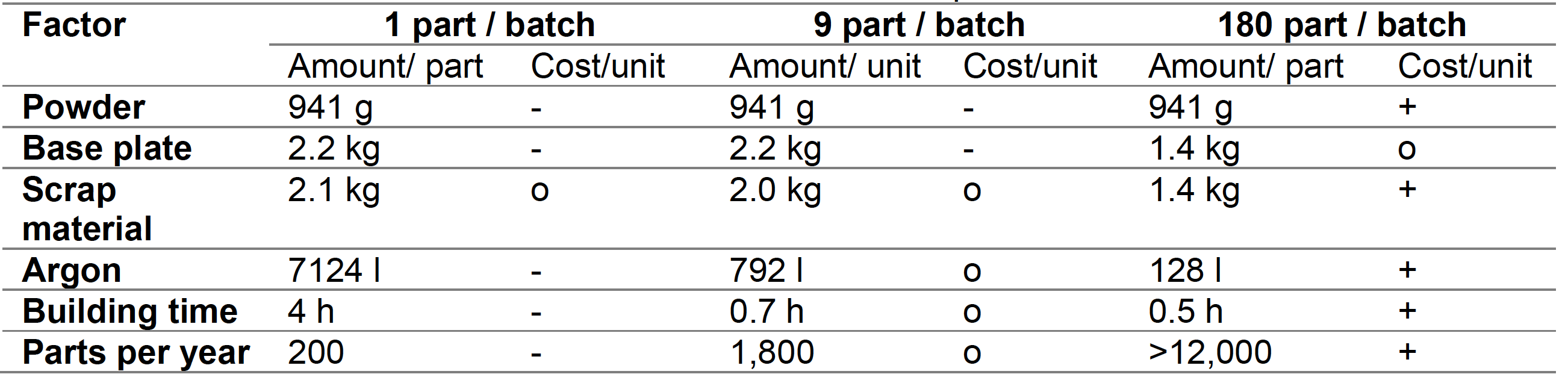
The amount of powder used does not change with the batch size, but the material costs are decreasing through bulk purchasing. If using a large building platform, the arrangement of the parts can be further optimised to save material and costs. Since the base plate is integrated in the part, this has a significant influence on the amount of scrap material. The consumption of argon scales with the size of the volume of the protection chamber. Therefore, a larger batch size - the chamber for a 180-part batch is 3 times larger than for a 9-part batch and optimised use of the building space reduces the Ar consumption per part. Setting up the PMD machine needs roughly 2 hours, almost independent from batch size. Building large batches reduces this influence.
published @EUROPM2020 conference, RHP-Technology GmbH, John Meuthen et al.
The authors thank the European Commission for financial support through H2020 grant agreement n°768612 (SUPREME project within SPIRE program).